
Improving Your Machine Safety Program
Shift the focus from avoiding negative outcomes to achieving positive results.
- By Steve Ludwig, Mary Joann Thurman
- Dec 15, 2010
Most organizations use two fundamental metrics to measure the success of an environmental health and safety program: regulatory compliance and reduced incident rates. While these are certainly valid and important performance indicators, they measure past results only. Moreover, the organization's primary focus is on avoiding negative consequences rather than striving for greater performance by improving safety, productivity, competitiveness, sustainability, and overall profitability. That's not surprising, considering industry historically has viewed safety practices as punitive actions or compliance activities rather than as opportunities to deliver value or gain a competitive edge.
It's also becoming easier to understand why safety should be considered a sustainable business imperative, much like product quality, because a single significant failure can dramatically change customer and investor perceptions of your brand. Increasingly, company stakeholders are realizing that automation technology, including machine safety equipment, can deliver positive, business-enhancing benefits for EH&S programs while mitigating risks and reducing costs.
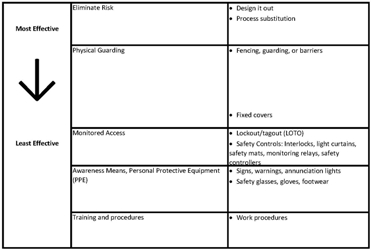
Machine risk mitigation has a recognized hierarchy:
- Eliminate the risk. Design the hazard out to reduce unnecessary motion and exposure.
- Physical barriers. If the hazard cannot be designed out, install fixed guarding to provide a barrier to the hazard and reduce exposure.
- Monitored access. If a physical barrier cannot be installed, then monitor access to the hazard to prevent unsafe conditions from occurring.
- Awareness means and PPE. If exposure to unsafe conditions cannot be prevented, personnel must be protected from injury by the conditions.
- Training and procedures. If personnel cannot be protected from exposure and potential injury, administrative controls regarding work procedures must be in place to minimize the potential for injury.
EH&S professionals often initiate hazard assessments to look for potential points of exposure beyond the administrative controls. For best results, EH&S staff should partner with others in the organization or with third-party machine safety specialists to implement solutions that best address the identified hazards. In many cases, the application of automation technologies improves organizational behavior and serves as a bridge to other practices to help boost productivity; increase efficiency; and improve overall safety, sustainability, and business performance. This includes financial returns, such as from improved manufacturing output, energy savings, and reduced waste, beyond the benefits of reducing costs associated with accidents, medical expenses, and regulatory non-compliance.
Recent research shows manufacturers with mature, executive-endorsed EH&S programs see benefits that go well beyond compliance, said Matthew Littlefield, senior research analyst at Aberdeen Group. The analyst group surveyed nearly 200 organizations and found on average, these organizations enjoy a 4 percent higher OEE (overall equipment effectiveness), a 71 percent lower injury frequency rate, and 50 percent larger reduction in energy use.
"Clearly, these organizations see EH&S as a strategic enabler of operational improvement and support these programs with automated and integrated tools that enable more than just compliance management, but also risk management, performance visibility, analytics, and reporting," Littlefield said.
Outdated Practices
At the plant floor level, many of today's assembly and machine operating stations employ technology and safety practices that focus more on reaction than anticipation. In worst cases, some applications were developed with a blind eye toward safety, relying only on the operator and maintenance technician to be alert to hazards. Others were deployed as an afterthought in response to an accident or new industry standards.
Also contributing to this reactive approach were the limitations of safety technology, which often required machines to come to a full stop to be considered in a "safe state" for repair, maintenance, or whenever operator access was needed. Because this downtime due to a safety event decreased productivity, operators and maintenance personnel often bypassed safety systems, risking their own safety in the process. Still other systems were developed with safety in mind but were improperly implemented, and the equipment lacked required productivity -- using a "tradeoff" mentality that resulted in neither's being fully optimized.
Such risks are no longer acceptable or necessary, thanks in large part to progressive and enforced global standards, significant technological innovation, and risk management. When deployed properly using a proactive approach, today's safety automation devices allow the best of all worlds: a safer environment for employees, reduced environmental impact, better processes, and optimized productivity.
The Impact of Standards
Though safety standards have continued to change throughout manufacturing history, the most recent wave of revisions improves the way machine safety systems will be designed. These are commonly referred to as "functional safety standards." A key difference in these global standards is they add a time element to the "performance level" rating of safety devices. Known as the Probability of Dangerous Failure, this time element adds a confidence factor that the safety device will perform well into the future.
A fundamental shift in two essential and related areas has helped make this new functional approach to safety possible. The first is major developments in physical guarding and safeguarding control technologies (e.g., light curtains, safety relays) -- most notably the advent of new microprocessor-based technologies in lieu of electromechanical or hardwired control. The second is the evolution of global safety standards to allow these new electronic technologies to be incorporated into industrial safety systems. This holistic approach can lead to opportunities for designing out hazards where possible, based on detailed risk assessments in the early stages of any new machine installation or upgrade. It also can help to speed maintenance processes.
For example, safety guidelines historically required employees to remove all sources of energy from a machine in order to gain access to the machine to perform maintenance operations, a process known as lockout/tagout. This often time-consuming process reduced the machine's overall availability for production. Plant maintenance personnel often bypassed it to avoid time delays.
With changes to safety standards and the advent of new, more sophisticated safety control, production line managers can create safety zones in applications that can be managed independently based on the specific operational or maintenance task at hand. This design flexibility helps reduce the time required for plant personnel to restore the machine to working order after performing the necessary maintenance, thereby improving productivity. It also reduces operator motivation to bypass the safety system, thereby improving plant safety.
Safety Controls and Guarding
Where hazards cannot be removed through design, plant safety or maintenance personnel typically will install a fixed physical barrier, such as a plastic or metal shield, that protects users from the hazard. When users require frequent access to the hazardous area, maintenance staff will install non-fixed guards, such as removable, swinging, or sliding doors. In areas where non-fixed guards are impractical, safety personnel can employ guarding solutions that monitor the presence of the operator rather than the status of the gate.
While relays and other devices prove effective, many safety applications require a level of programming or more sophisticated safety logic that is best met through a safety controller. Safety controllers offer significant benefits in multistep shutdown or ramp-down sequences, such as transfer line applications, because of their excellent reliability and ease of use compared to hard-wired relays. An integrated safety controller is an ideal solution for any discrete application requiring advanced functionality, such as zone control. With properly designed safety controls and guarding, designers reduce access time for maintenance tasks while helping to improve machine safety and efficiency.
As these examples illustrate, well-designed safety systems deliver production improvements that can justify the cost of their implementation. Moreover, as functional safety standards evolve to accommodate technology developments, safety managers can take advantage of new automation tools to improve performance, such as safety mats, light curtains, and interlock switches.
Identifying the Hazards
A risk assessment will help to improve the performance of an EH&S program. A safety program's general objective is to make people, processes, and machines safer without decreasing productivity. Organizations that conduct risk assessments are several steps closer to achieving all the above, and in so doing, they help to reduce risk and the costs associated with it.
 Risk assessments give safety managers a method for identifying specific hazards on a machine or workstation; quantify the risk these hazards present to employees; and evaluate practices that can help to mitigate the risk. In addition, the process will specify the most appropriate safety circuit architecture required to mitigate the initial risk rating determined by the assessment team. An effective risk identification process analyzes employee activities and the risks they have through defined work practices or could bring to the facility because of limited training or experience. Risk analysis should identify risks inherent to workers, plant equipment, or the environment through potential environmental exposure or limited safety protection measures in the event of improper installation or failures of the equipment.
Risk assessments give safety managers a method for identifying specific hazards on a machine or workstation; quantify the risk these hazards present to employees; and evaluate practices that can help to mitigate the risk. In addition, the process will specify the most appropriate safety circuit architecture required to mitigate the initial risk rating determined by the assessment team. An effective risk identification process analyzes employee activities and the risks they have through defined work practices or could bring to the facility because of limited training or experience. Risk analysis should identify risks inherent to workers, plant equipment, or the environment through potential environmental exposure or limited safety protection measures in the event of improper installation or failures of the equipment.
The magnitude of potential loss is reviewed from the most severe scenario, (i.e., a major injury and machine downtime) to the least severe scenarios (such as at-risk behavior and lower production levels). From there, the probability of a given loss occurring is calculated. Once the risks are fully defined and understood, they must be designed out or mitigated to the greatest extent possible. Risk mitigation measures physically improve the machine and/or production process to reduce the potential of personal injury and environmental or property damage. A variety of effective measures can accomplish risk mitigation. For example, using safeguarding equipment, such as light curtains, safety relays, and cable pull switches, helps to reduce risk to employees.
Using a formal risk assessment process also provides the benefit of documenting any identified risk, the protective measures and safeguards implemented to mitigate them, and the residual risk remaining once these mitigation methods are deployed. Illustrating due diligence and good engineering practices in providing a safer work environment may help a company lower its risks of litigation in the event of an incident.
After implementing and documenting the process, managers need to provide appropriate training and supervision. This is critical to make sure operators understand all pertinent safety measures, including proper use of PPE and how to effectively operate the machines and safely perform their work. It also includes clearly defining and delineating their tasks and processes from those tasks to be implemented by specialized, trained maintenance personnel.
Measuring the effectiveness of training is a process, not an event. Ongoing activities, including behavior-based observations and simple performance evaluations, are effective tools in helping to confirm the effectiveness of training. The result of effective behavior changes and appropriate safeguarding designs is a reduction in incident rates and the associated cost impacts of them to the corporation.
By understanding the elements of risk management and the methodology of a safety investment analysis, EH&S professionals can shift the metrics and focal point of how management views their job performance from a negative focus (incident reports) to a positive measure, such as cost savings, increased productivity, and improved morale. This helps to turn the weekly conversations between EH&S professionals and their superiors into a more constructive, upbeat discussion, rather than a rundown of the latest negative outcomes (i.e., injuries, accidents, and regulatory compliance infractions).
The far-reaching effects of a well-designed EH&S program are too significant to overlook, especially in these lean times. By implementing a holistic approach to safety program design that emphasizes proven automation technology, trained personnel, and ongoing risk assessment, all working together, companies have a best practice template to help them achieve the highest level of safety possible.