Integrating Safety Into Kaizen Events
Safety and productivity do not have to be mutually exclusive.
- By Michelle Harms
- Mar 01, 2007
 THE word Kaizen is translated from Japanese to mean
"continuous improvement." Kaizen events are an organized team effort to
improve reliability of a process, reduce setup/lead times, streamline a
process, or rapidly implement/re-layout a work center. An event can
take anywhere from two to five days and the team members are usually
asked to concentrate solely on the task at hand, without disruption
from their normal job responsibilities. An event usually includes
training, analysis, design, and re-arrangement of a work center. The
success of an event is based on the concept that small-scale changes
accumulate to have a large effect, often greater than a single
large-scale change. The results are immediate and dramatic, and
benefits are realized immediately.
THE word Kaizen is translated from Japanese to mean
"continuous improvement." Kaizen events are an organized team effort to
improve reliability of a process, reduce setup/lead times, streamline a
process, or rapidly implement/re-layout a work center. An event can
take anywhere from two to five days and the team members are usually
asked to concentrate solely on the task at hand, without disruption
from their normal job responsibilities. An event usually includes
training, analysis, design, and re-arrangement of a work center. The
success of an event is based on the concept that small-scale changes
accumulate to have a large effect, often greater than a single
large-scale change. The results are immediate and dramatic, and
benefits are realized immediately.
The Kaizen approach is an organized use of common sense to improve
cost, productivity, quality, delivery, and responsiveness to customer
needs. None of these improvements are possible if employees are not
able to perform their job due to a work-related injury. So if a company
is serious about sustaining the improvements gained during a Kaizen
event, safety must be included up front, as part of the event itself.
Plan how to reduce the injuries in that area in order to keep
well-trained, experienced employees in that job and produce a
high-quality product at a lower cost in a shorter period of time.
Kaizen event leaders employ a quick hit, "do it now" philosophy,
which is an ideal fit for safety. Why not fix it now--today--instead of
putting it on someone's project list and fitting it in between other
responsibilities? Even small projects can take much longer with the
latter approach. Removal of a hazard today could mean prevention of an
injury tomorrow.
A Kaizen team is usually cross-functional in nature and includes
members from all areas of responsibility. An hourly employee or two is
key to really understanding the job and the issues that are
encountered. If parts are supplied to a work center, you may want to
consider recruiting a production support operator, as well. These
employees, as well as supervisors, engineers, and maintenance workers,
have to buy in to the changes that will occur during and as a result of
the event, or they will not become integral to the workplace. What
better way to get employees to buy into the fix than to ask them up
front what they want changed and how they think it would be better?
There are four basic steps in a Kaizen event. They include:
- Documenting reality,
- Identifying wastes/hazards,
- Brainstorming and implementing countermeasures, and
- Documenting the new reality to sustain improvements.
Documenting Reality
During the first step, as the job is observed and described, a
baseline ergonomics assessment should be conducted. Granted, not all of
your safety issues will be able to be solved during a three- or
four-day event, and this is a good opportunity also to identify
longer-term issues to be handled outside of the event. However, most
jobs will have some low-hanging fruit, which when added together can
have a significant impact on the hazard reduction of the job. These
benefits can be realized immediately, and the longer-term issues can be
tracked through other project or key safety item lists. During this
stage, it is also beneficial to define the steps or create a process
map. The process map is more visual, but incident history and ergonomic
hazards can be added to either method. Job Safety Analyses (JSAs),
Product Quality Guidelines (PQGs), and work instructions can be great
references. Depending upon time and complexity of the job,
cause-and-effect diagrams and failure-modes-and-effects analyses can be
used to narrow focus to the areas of greatest hazard and quantify the
risk.
Waste Not, Hazard Not
The second step is identify wastes within the process. The main types of waste identified during a Kaizen event are:
- Waiting
- Correction
- Motion
- Overproduction
- Transportation
- Inventory, and
- Processing

It is easy to see how wasted motions, overproduction, and processing
imply greater frequency and duration. If the employee is in an
ergonomically hazardous position, then there is a higher risk and
likelihood of injury. Waste of correction (machine malfunctions and
unplanned events) often result in someone forcing something back into
position, lifting something manually, or using the tool that is handy,
not the tool that is appropriate. As employees discuss what they view
as time wasted, it often becomes apparent that there are safety
concerns embedded, as well. At one worksite, for example, when the
alignment on a machine was not working properly, the operator had to
stop making his part to realign the machine. When questioned how this
alignment took place, the operator described and then showed us a
series of "adjustments"--shoving with considerable force from the side.
Waste of transportation can result in a safety concern if parts are
lifted and moved manually, and waste of inventory can result in
housekeeping (fire and trip hazard) concerns. It is obvious that safety
and production have shared concerns and can benefit from working
together toward a common goal.
Weathering the Brainstorm
A Kaizen event's third step--brainstorming and implementing
countermeasures--is likely the most difficult and the most fun. No idea
is a bad one--the sky's the limit during the brainstorming portion. I
like to mix the productivity and safety ideas together. They are just
problems that we need to find solutions for, as a team. After all the
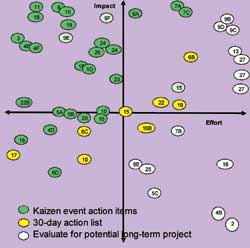
ideas are flushed out, it is necessary to rank them somehow to
determine the countermeasures that will be implemented during the next
two to three days and on the 30-/60-day project tracking lists. One way
to rank them is to utilize a priority matrix, placing ideas in
relationship to each other in a four-quadrant grid--going from high
impact to low impact on one axis and low to high effort on the other.
Kaizen event implementation tends to then focus on the high-impact,
low-effort quadrant. However, some countermeasures may be included on
the event agenda that are more difficult to implement but may yield
high safety and/or productivity improvements. Production usually stops
there. However, for safety it is necessary to evaluate even the tasks
that are deemed most difficult to implement. If the safety benefits are
significant, those projects should be considered for longer-term
implementation outside of the Kaizen event scope. I think it is
important to also note that it goes a long way with an hourly employee,
supervisor, production manager, or engineer to see a safety
professional working on "production improvements." Get dirty--put
together a cart, paint some lines, or reorganize an area. We are always
asking people to work on what is important to us. Show them you will
work on what is important to them, as well. They will remember it the
next time you come to them for assistance with a safety issue.
The Kaizen Horizon
Finally, we need to document the new reality and sustain
improvements. All the work of the event is wasted if we cannot maintain
it afterward. You are partway there by involving the employees and
supervisors on your team. They helped come up with the idea and put it
in place. They have some vested interest in ensuring it is kept up.
That is the beauty of having safety in the middle of this, as well. It
is not another "safety rule" that came from upper management that they
are told they have to do.The changes are a result of a Kaizen event, and the benefits of
productivity, quality, and safety are intermingled as they should be--a
three-legged stool. Buy in is the first step, and documentation is the
second. Ensure the new procedure is documented and employees are
trained and understand it.
5S Audits are very useful tools to baseline an area and demonstrate
progress over the course of the event. They are also a key measurement
for sustaining the improvements implemented during the event. The
concepts of a 5S audit play a key role in safety; its components
include:
- Seri-Sort (Organization)--If workers can't readily find
the right tool, they are more likely to use a substitute that could
result in injury.
- Seiton-Store (Orderliness)--This includes looking at the
location of parts--ensuring employees don't have to reach for parts and
that heavier parts are stored at the optimal lifting heights. In
addition, a disorderly work area may lend itself to trip hazards.
- Seigo-Shine (Cleanliness)--A clean workplace is a source of
pride for an employee. This can help in fostering a culture where
employees also have pride in working safely.
- Seiketsu (Stabilize)--This essentially is the system to
sustain improvements. It can include procedures, work instructions, and
JSAs, which should all have safety incorporated into them. Standard
layout is also key to the fourth S, at which time there is an
opportunity to reduce trip hazards, reaching, and bending.
- Shitsuke-Sine (Self-discipline)--This is the measurement of success; it shows commitment and again fosters a culture change.
Take cost out of the product by reducing time traps as well as
improving safety. Safety and productivity don't have to be mutually
exclusive. It is possible to use the same tools, talk the same
language, and achieve the same goals--together.
The hours and days participating in Kaizen events are always time
well spent. They are chances to study the job in-depth, get to know
teammates on a new level, and show that you are willing to get your
hands dirty and be part of the fix--not just to identify issues.
This column appeared in the March 2007 issue of Occupational Health & Safety.
This article originally appeared in the March 2007 issue of Occupational Health & Safety.