A Smarter Way to Sit
Once you begin to understand the needs of your customers (the seated workers), then you can figure out a better way to deliver what they want.
 SITTING. It sounds simple enough. Yet despite years of training, training, and more training, the saga goes on. The saga "stars" the seated worker. Be it a call center employee, a manufacturer performing bench work, or an over-the-road truck driver, we continue to observe workers seated in semi-flexed, rounded postures. As a physical therapist, I know all too well how these faulty postures take their toll overtime.
SITTING. It sounds simple enough. Yet despite years of training, training, and more training, the saga goes on. The saga "stars" the seated worker. Be it a call center employee, a manufacturer performing bench work, or an over-the-road truck driver, we continue to observe workers seated in semi-flexed, rounded postures. As a physical therapist, I know all too well how these faulty postures take their toll overtime.
What's the solution? Consider the following. In January 1976, Herman Miller Inc. introduced the first fully integrated ergonomic chair, "The Ergon Chair." Its initial deployment took place across the corporate offices of Texas Instruments in Dallas. Three months into the project, members of Herman Miller's development team visited the Dallas facility to assess the outcome of their deployment and were dismayed to find countless employees continuing to sit in semi-flexed, rounded postures. The chair, alone, had not changed the workers' behavior. Interviews of users demonstrated a clear "disconnect" between this highly adjustable chair and the ability to use it.1
In response to these findings, the development team created what some consider to be the first office ergonomic training program known to corporate America. Fast-forwarding 30 years to today, what has changed? The same issues remain within office and manufacturing facilities across the country. The format of our solution has changed somewhat thanks to technology. We may use the Web or a computer-based training format, but the solution remains one-dimensional: training, training, and more training. In the final analysis, we have yet to solve the equation for the end user. The "disconnect" experienced at Texas Instruments in 1976 continues today.
It is time to consider an alternative approach. I think it is safe to say that training as we traditionally packaged it is not the answer. Regardless of the user group--engineers, Ph.Ds, or entry-level call center trainees--the issues are the same. We must quit blaming the individual workers for failing to sit in an upright neutral posture and must consider an alternative solution.
Listening to Deming
Perhaps we could learn from exploring the successes of other professions. Perhaps if we viewed this problem from an Engineering or a Lean Manufacturing perspective, an alternative solution would come forth. For, at its essence, Lean Manufacturing is an improvement method that uses data to identify and eliminate process problems.
Dr. W. Edwards Deming, an American statistician who led the quality movement in Japan (and later in America), spent much of his time trying to convince people that most quality problems are "in the process, not in the person." For most of his long career, he promoted the 85/15 rule, based on his experience that 85 percent of problems were built into the way work was done (and hence under the control of management). Only 15 percent of the problems, he said, were really the fault of individual employees.2
In Deming's view of the world, the failure of the individual to maintain an upright neutral posture would be considered a quality issue. As with any manufacturing process, the goal is to have the highest level of quality. Or, said in another way, the elimination of defects is the goal.
Consider a change in your perspective. How might you respond differently if, upon entering a large call center, you observed 60 percent of the population seated in faulty sitting postures? If you viewed these faulty sitting postures and their sequelae as the ultimate "defect" of the "Process of Sitting," perhaps then we could begin to build a viable model to solve the ongoing disconnect between a highly adjustable ergonomic chair and the ability to maintain an upright neutral seated posture.
Making Improvements that Last
When implemented, Lean Manufacturing techniques can be powerful. One such technique is a problem-solving method known as DMAIC (pronounced duh-MAY-ick). DMAIC stands for Define-Measure-Analyze-Improve-Control; it is described as a "structured, data-based problem-solving process." That means:
* Doing specific activities in a specific sequence (the "structured" and "process" part)
* Gathering data in nearly every phase to help you make decisions (the "data-based" part)
* Making sure the implemented solutions truly eliminate the cause of the problem you are trying to fix.3
Our "Process Approach" was born out of this methodology. It is a simple, yet comprehensive approach to the challenges of the seated worker. The focus is not on the training of the individual; the focus is on the "Process of Sitting." Our process blends the use of technology with trained health care providers to effectively solve the known challenges of the seated worker.
The Process Approach
* Step 1: Assess Risk. Workers are asked to complete an online risk assessment of their work environment, including a survey of their work-related discomfort.
* Step 2: Measure Risk. The Risk Assessment Tool scores the responses of the workers based on three criteria:
1) Ergonomic risk factors
2) Level of discomfort
3) Prior medical history
* Step 3: Define Solutions. Based on the data, trained health care providers define solutions for the individual users.
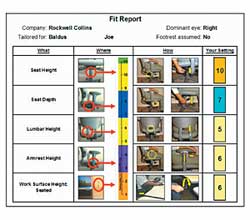
* Step 4: Fit Furniture. The chair and workstation are labeled with a ground reference labeling system. This creates a consistent reference point for all of the major adjustment features of chair and workstation. Each user is then "fitted" relative to the reference system. The final deliverable is the Fit Report©, which creates a sustainable blueprint for upright neutral posture.
* Step 5: Training. Yes, we do train, but not in the traditional sense. We focus our training on the use of the Fit Report, the tool that addresses the "Process of Sitting."
* Step 6: Monitor Outcomes. At months 1, 3, 6, 9, and 12 following implementation, we again survey the end users on their level of work-related discomfort. Individuals with continued high levels of work-related discomfort are again paired with trained health care providers to assess the situation. The trained providers, in turn, make further recommendations for change as needed. The process continues.
Outcomes
We have experienced extraordinary outcomes when utilizing this approach to sitting. The metrics are routinely monitored and measured across environments to assess the viability and influence of the program:
* Experience of workplace discomfort: reduced 45 to 65 percent.
* Total discomfort: reduced 50 to 80 percent.
* Maximum discomfort: reduced 50 to 70 percent.
* Productivity loss: reduced 55 to 80 percent.
These results have been reproduced in office environments, manufacturing environments, and over-the-road trucking environments. The success lies in the process.
This is truly a story of process improvement. Once you begin to understand the needs of your customers (in this case, the seated workers), then you can take the next step of figuring out a better way to deliver what they want. Few workers are opposed to sitting in an upright neutral posture; most just don't understand how to get there. The answer lies in providing the workers with a process to serve their needs. By providing them a viable, sustainable tool, we have worked toward the elimination of the "defect," the faulty sitting posture. As the sitting postures improve, the level of associated work-related discomfort correspondingly decreases. Hence, quality, as a measure of the individual worker and the aggregate organization, has improved.
The process doesn't stop there. We are in the process of correlating work-related discomfort to the attributes of these highly adjustable ergonomic chairs, workstations, and truck seats. Across large populations we will be able to determine which of these attributes truly deliver on risk reduction for the end user. Over time, we will be able to track this risk reduction against the associated cost of work-related injuries.
In addition, the data will be useful in identifying gaps between the needs of users and the current product offerings by manufacturers. In the end, the data will influence the marketplace to deliver a higher level of quality to the end user. The process continues.
References
1. Sherman Robbins, Development Team of the Herman Miller "Ergon Chair," 1976; Currently executive vice president for Product Development of Atlas Ergonomics, LLC.
2. What is Lean Six Sigma?; Mike George, Dave Rowlands, & Bill Kastle; McGraw-Hill, 2004.
3. What is Lean Six Sigma?; Mike George, Dave Rowlands, & Bill Kastle; McGraw-Hill, 2004.
This article appeared in the April 2006 issue of Occupational Health & Safety.
This article originally appeared in the April 2006 issue of Occupational Health & Safety.